Titanium alloys represent the pinnacle of advanced materials in modern manufacturing, offering an exceptional combination of strength, lightweight properties, and corrosion resistance. However, these same qualities that make titanium alloys so valuable also create unique challenges during the CNC machining process. With proper techniques and strategies, manufacturers can effectively harness titanium’s remarkable properties while overcoming its machining difficulties.
In this comprehensive guide, we’ll explore the intricacies of titanium alloy CNC machining, from understanding material properties to implementing optimal cutting strategies.
Understanding Titanium Alloys and Their Properties
Titanium alloys have revolutionized industries ranging from aerospace to medical implants due to their remarkable combination of properties. Understanding these characteristics is essential for effective machining and application selection.
Exceptional Strength-to-Weight Ratio
Titanium’s most celebrated quality is its impressive strength-to-weight ratio. With a density approximately 45% lighter than steel but comparable strength properties, titanium alloys enable the creation of robust components with significant weight savings. This makes them particularly valuable in aerospace applications where every gram matters for fuel efficiency and performance.
Superior Corrosion Resistance
The natural formation of a stable, continuous, highly adherent, and protective oxide film gives titanium exceptional resistance to corrosion. This self-healing oxide layer provides protection in highly aggressive environments, including exposure to salt water, oxidizing acids, and chlorine solutions. This property makes titanium alloys ideal for marine applications, chemical processing equipment, and offshore oil and gas components.
Biocompatibility
Titanium’s excellent biocompatibility stems from its resistance to bodily fluids, high strength, and low modulus of elasticity that closely matches bone. These properties have made titanium the material of choice for medical implants, surgical instruments, and prosthetic devices. Grade 23 (Ti-6Al-4V ELI) is particularly valued in medical applications for its exceptional purity and performance in the human body.
Thermal Properties
Titanium alloys maintain their mechanical integrity at elevated temperatures, with some grades performing well up to 600°C (1112°F). However, their low thermal conductivity—about 1/7th that of copper—creates challenges during machining as heat concentrates at the cutting edge rather than dissipating through the workpiece.
| Property | Titanium Alloy (Ti-6Al-4V) | Stainless Steel (316L) | Aluminum Alloy (7075-T6) |
| Density (g/cm³) | 4.43 | 8.0 | 2.81 |
| Tensile Strength (MPa) | 900-1200 | 485-620 | 510-570 |
| Thermal Conductivity (W/m·K) | 6.7 | 16.3 | 130 |
| Elastic Modulus (GPa) | 110-120 | 193 | 71.7 |
| Corrosion Resistance | Excellent | Good | Moderate |
Common Titanium Alloys for CNC Machining

Titanium is available in numerous grades and alloys, each optimized for specific applications. Understanding the differences between these variants is crucial for selecting the appropriate material and machining approach for your project.
Commercially Pure (CP) Titanium (Grades 1-4)
CP titanium grades offer excellent corrosion resistance and formability but lower strength compared to alloys. Grade 1 is the most ductile and easiest to machine, while Grade 4 offers the highest strength among pure titanium grades. These materials are commonly used in chemical processing equipment, heat exchangers, and medical applications where extreme corrosion resistance is required.
Ti-6Al-4V (Grade 5)
The workhorse of titanium alloys, Ti-6Al-4V accounts for approximately 50% of all titanium usage. This alpha-beta alloy contains 6% aluminum and 4% vanadium, offering an excellent balance of strength, toughness, and machinability. It’s widely used in aerospace components, medical implants, automotive parts, and high-performance sporting goods.
Ti-6Al-4V ELI (Grade 23)
An extra-low interstitial (ELI) variant of Grade 5 with reduced oxygen content, Grade 23 offers improved ductility and fracture toughness. This makes it particularly valuable for medical implants and critical aerospace applications where superior mechanical properties are essential.
Ti-5Al-2.5Sn (Grade 6)
This alpha alloy maintains good strength and stability at elevated temperatures, making it suitable for aircraft engines and airframe components that operate in high-temperature environments.
Challenges in Machining Titanium Alloys
Despite their valuable properties, titanium alloys present several significant challenges during the machining process. Understanding these difficulties is the first step toward developing effective strategies to overcome them.
Work Hardening
Titanium alloys have a strong tendency to work harden during machining. This occurs when the cutting process induces strain in the material, increasing its hardness and making subsequent cuts more difficult. The phenomenon is particularly problematic when using dull tools or inappropriate cutting parameters, as it creates a progressively harder surface that accelerates tool wear and can lead to dimensional inaccuracies.
Heat Generation and Poor Thermal Conductivity
Titanium’s low thermal conductivity (approximately 1/7th that of copper) means that heat generated during machining doesn’t dissipate readily through the workpiece. Instead, up to 80% of the heat concentrates at the cutting edge, leading to excessive tool temperatures that can reach 1000°C. This thermal concentration accelerates tool wear and can compromise both tool integrity and workpiece quality.
Chemical Reactivity and Galling
At elevated temperatures, titanium becomes highly chemically reactive with tool materials. This reactivity can cause galling—a form of adhesive wear where titanium particles weld to the cutting edge and then tear away, taking portions of the tool with them. This process creates a built-up edge that degrades surface finish and accelerates tool failure.
Low Elastic Modulus
Titanium’s relatively low modulus of elasticity (about half that of steel) causes the material to spring back after the cutting edge passes. This elasticity can lead to chatter, vibration, and workpiece deflection, particularly when machining thin-walled components or using extended tooling setups.
Best Practices for CNC Machining Titanium
Successfully machining titanium alloys requires a comprehensive approach that addresses the material’s unique challenges. By implementing these best practices, manufacturers can achieve superior results while minimizing tool wear and production costs.
Cutting Speed and Feed Rate Optimization
When machining titanium, conventional wisdom about cutting parameters must be reconsidered. Unlike with many other metals, higher speeds don’t necessarily translate to better productivity with titanium due to the heat generation issues.
| Operation | Cutting Speed (SFM) | Feed Rate (IPT) | Depth of Cut (inches) |
| Roughing (Milling) | 100-150 | 0.003-0.006 | 0.040-0.100 |
| Finishing (Milling) | 150-250 | 0.002-0.004 | 0.010-0.030 |
| Turning (Roughing) | 80-150 | 0.010-0.020 | 0.050-0.200 |
| Turning (Finishing) | 150-250 | 0.003-0.008 | 0.010-0.050 |
| Drilling | 30-60 | 0.002-0.004 | N/A |
For optimal results, maintain lower cutting speeds (typically 30-60% of those used for steel) combined with moderate to high feed rates. This approach generates thicker chips that carry away heat more effectively and reduces the time the cutting edge spends in contact with the workpiece at any given point.
Tool Selection and Geometry
Choosing the right cutting tools is critical when machining titanium alloys. Key considerations include:
Tool Material
Carbide tools with cobalt content between 5-12% offer a good balance of hardness and toughness. For high-production environments, polycrystalline diamond (PCD) or cubic boron nitride (CBN) tools may be justified despite their higher cost.
Coatings
TiAlN (Titanium Aluminum Nitride) and AlTiN (Aluminum Titanium Nitride) coatings provide excellent heat resistance and reduced friction, extending tool life significantly.
Tool Geometry
Sharp cutting edges with positive rake angles reduce cutting forces and heat generation. For milling operations, tools with variable helix angles and irregular tooth spacing help minimize vibration and chatter.
Tool Rigidity
Use the shortest possible tool overhang and most rigid toolholding system available to minimize deflection and vibration.
Coolant Strategies
Effective cooling is perhaps the most critical factor in successful titanium machining. High-pressure coolant directed precisely at the cutting edge helps manage heat, flush away chips, and prevent re-cutting of chips that can damage both the tool and workpiece.
- High-Pressure Delivery: Coolant pressures of 1000 PSI or higher are recommended for optimal chip evacuation and cooling.
- Through-Tool Cooling: Tools with internal coolant channels deliver coolant directly to the cutting edge, significantly improving heat management in deep pockets and drilling operations.
- Coolant Concentration: Higher coolant concentrations (8-12%) provide better lubricity and cooling compared to standard concentrations.
- Cryogenic Cooling: For specialized applications, liquid nitrogen cooling can dramatically reduce cutting temperatures and extend tool life, though it requires specialized equipment.
Specific Machining Operations for Titanium Alloys
1. Milling Titanium Alloys
Milling operations on titanium require careful consideration of tool engagement and cutting strategies to manage heat and prevent work hardening.
Climb Milling
Always use climb milling (down milling) rather than conventional milling to ensure the tool enters the material at maximum chip thickness, reducing rubbing and heat generation.
Radial Engagement
Limit radial engagement to 30-40% of tool diameter to reduce heat concentration and allow better coolant access to the cutting zone.
Trochoidal Milling
For slotting and deep pocket operations, trochoidal toolpaths maintain consistent chip loads and prevent the tool from being fully engaged in the material.
High-Feed Milling
For roughing operations, high-feed mills with small axial depths of cut but higher feed rates can improve material removal rates while managing heat effectively.
Tool Entry
Use helical or ramping entries rather than plunging to gradually engage the tool and reduce shock loading.
2. Turning Titanium Alloys
Turning operations on titanium require rigid setups and careful parameter selection to achieve good surface finishes and dimensional accuracy.
Insert Selection
Round or large-radius inserts distribute cutting forces and heat over a larger area, extending tool life. For finishing operations, sharp-edged inserts with positive rake angles reduce cutting forces and improve surface finish.
Depth of Cut
Maintain a depth of cut that exceeds the work-hardened layer from previous passes (typically at least 0.020″ or 0.5mm) to ensure the tool cuts virgin material rather than hardened surface layers.
Constant Engagement
Once the tool engages the workpiece, maintain continuous cutting until the pass is complete to prevent work hardening from tool dwell.
Rigid Workholding
Use the most rigid workholding possible, with minimal overhang from the chuck or collet to prevent deflection and vibration.
3. Drilling Titanium Alloys
Drilling operations in titanium are particularly challenging due to poor chip evacuation and concentrated heat in deep holes.
Peck Drilling
Use peck drilling cycles with full retraction to clear chips regularly, especially for holes deeper than 2-3 times the drill diameter.
Through-Coolant Drills
Always use drills with internal coolant channels for holes deeper than the drill diameter to ensure effective cooling and chip evacuation.
Pilot Holes
For holes larger than 1/2″ (12.7mm) diameter, use pilot holes to reduce thrust forces and improve hole accuracy.
Drill Geometry
Use drills with specialized geometries for titanium, including higher helix angles (30-40°), modified point angles (130-140°), and web thinning to reduce thrust forces.
Exit Control
Reduce feed rates by 50% when approaching through-hole exits to prevent breakthrough burrs and tool damage.
4. Threading and Tapping
Creating threads in titanium requires specialized tools and techniques to prevent tool breakage and ensure thread quality.
Thread Milling
When possible, use thread milling rather than tapping for internal threads, as it reduces torque loads and provides better chip evacuation.
Tap Selection
For tapping operations, use spiral point taps for through holes and spiral flute taps for blind holes, with TiCN or TiAlN coatings to resist galling.
Thread Forming vs. Cutting
Thread forming (cold forming) taps can be more effective than cutting taps in certain titanium alloys, as they work harden the thread profile, increasing strength.
Lubricants
Use specialized tapping fluids with high lubricity for titanium rather than general-purpose coolants to reduce torque and prevent tap seizure.
Advanced Toolpath Strategies for Titanium
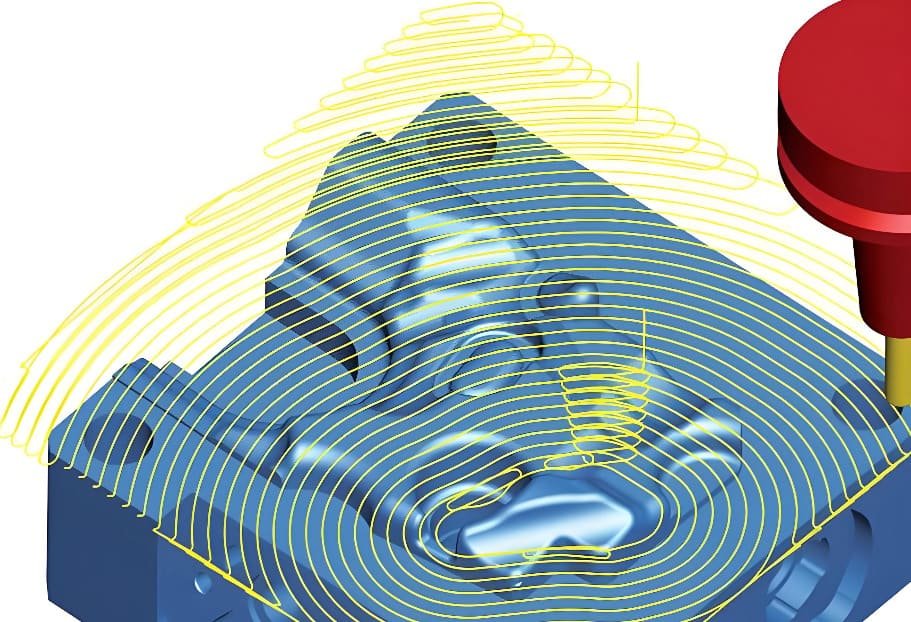
Modern CAM software offers specialized toolpath strategies that can significantly improve titanium machining efficiency and tool life. These approaches focus on maintaining consistent cutting conditions and managing heat effectively.
Adaptive Clearing
Adaptive clearing (also called dynamic milling or high-efficiency machining) maintains a consistent tool load by adjusting the toolpath based on the current engagement angle. This approach prevents the tool from experiencing sudden load spikes that can cause deflection, vibration, and excessive heat generation.
Key benefits of adaptive clearing for titanium include:
- Consistent chip thickness regardless of part geometry.
- Reduced tool deflection and vibration.
- Lower heat generation due to optimized engagement.
- Ability to use higher feed rates while maintaining tool life.
- Improved surface finish due to reduced chatter.
Trochoidal Milling
Trochoidal milling uses a series of circular cutting motions combined with a forward movement to create slots and pockets. This approach limits the tool’s radial engagement, reducing heat buildup and allowing higher feed rates.
For titanium machining, trochoidal milling offers several advantages:
- Reduced radial cutting forces and tool deflection.
- Better chip evacuation from the cutting zone.
- Improved coolant access to the cutting edge.
- Extended tool life, especially in slotting operations.
- Ability to use the full flute length for better heat distribution.
Rest Machining Strategies
Rest machining (also called remaining material machining) identifies areas where material remains after previous operations and targets only those regions. This approach is particularly valuable for titanium due to its tendency to work harden.
By using progressively smaller tools to remove only the material that remains from larger tools, rest machining:
- Prevents tools from engaging in full-width cuts in corners and tight areas.
- Reduces the risk of tool breakage in high-engagement situations.
- Minimizes unnecessary machining passes over already-cut areas.
- Optimizes machining time by focusing cutting operations where material actually remains.
Post-Processing and Finishing Techniques

After CNC machining, titanium components often require additional processing to achieve desired surface finishes, remove burrs, and enhance performance characteristics. These post-processing techniques must be carefully selected to preserve titanium’s beneficial properties.
Deburring and Edge Finishing
Titanium can form tenacious burrs during machining that require specialized removal techniques:
Manual Deburring
For precision components, skilled technicians use specialized carbide deburring tools designed specifically for titanium.
Thermal Deburring
This process uses a controlled combustion process in a sealed chamber to remove burrs without affecting the base material.
Abrasive Flow Machining
For internal passages and hard-to-reach areas, abrasive media is forced through the component to remove burrs and improve surface finish.
Electrochemical Deburring
This technique uses electrical current and an electrolyte solution to dissolve burrs without mechanical contact, ideal for delicate components.
Surface Finishing
Titanium components can be finished using various techniques to achieve specific aesthetic and functional requirements:
Mechanical Polishing
Progressive abrasive polishing can achieve mirror-like finishes on titanium, though it requires specialized compounds to prevent smearing and galling.
Chemical Milling
Controlled chemical etching can remove a precise amount of material to reduce weight or create specific surface textures.
Vibratory Finishing
For batch processing, vibratory systems with specialized media can achieve consistent surface finishes across multiple components.
Shot Peening
This process improves fatigue resistance by creating compressive stresses in the surface layer, particularly valuable for aerospace components.
Surface Treatments
Various treatments can enhance titanium’s surface properties for specific applications:
Anodizing
Electrochemical anodizing creates a controlled oxide layer that can provide color coding, improved wear resistance, and enhanced lubricity. Different voltages produce different colors, from gold and blue to purple and green.
Nitriding
Gas or plasma nitriding creates a hard surface layer rich in titanium nitride, dramatically improving wear resistance for components subject to friction.
PVD Coatings
Physical Vapor Deposition can apply ultra-thin coatings of TiN, TiCN, or other compounds to improve hardness, wear resistance, and reduce friction.
Passivation
Chemical passivation enhances the natural oxide layer, improving corrosion resistance and removing surface contaminants that could compromise performance.
Industry Applications and Case Studies

Titanium alloys have found critical applications across numerous industries due to their unique combination of properties.
Aerospace Applications
The aerospace industry is the largest consumer of titanium alloys, using them for critical structural and engine components:
Engine Components
Fan blades, compressor blades, discs, and casings utilize titanium’s high strength-to-weight ratio and temperature resistance. Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo are common alloys for these applications.
Structural Components
Landing gear assemblies, wing attachments, and fasteners benefit from titanium’s fatigue resistance and corrosion properties. These components often require complex 5-axis machining with tight tolerances.
Case Study
Boeing’s 787 Dreamliner uses approximately 15% titanium by weight, significantly more than previous aircraft designs. The increased use of titanium allows for compatibility with carbon fiber composites and contributes to the aircraft’s improved fuel efficiency.
Medical and Dental Applications
Titanium’s biocompatibility makes it ideal for medical implants and surgical instruments:
Orthopedic Implants
Hip and knee replacements, bone plates, and screws utilize titanium’s osseointegration properties and mechanical compatibility with bone. Grade 23 (Ti-6Al-4V ELI) is preferred for its high purity and excellent biocompatibility.
Dental Implants
Titanium root forms and abutments provide stable foundations for prosthetic teeth, with surface treatments to enhance bone integration.
Surgical Instruments
Non-magnetic, lightweight titanium instruments offer excellent corrosion resistance and can withstand repeated sterilization.
Case Study
Modern cranial implants are now custom-machined from titanium using patient CT scan data, allowing for precise fits and improved outcomes. These implants require exceptional surface finish and edge quality to prevent tissue irritation.
Automotive Applications
While cost considerations limit titanium use in mass-market vehicles, it finds applications in high-performance and racing applications:
Engine Components
Valves, valve springs, connecting rods, and wrist pins benefit from titanium’s high strength and low mass, allowing higher engine speeds and improved efficiency.
Exhaust Systems
Titanium exhaust manifolds and mufflers offer weight reduction, corrosion resistance, and attractive blue-purple heat tinting.
Suspension Components
Springs, shock absorbers, and structural components in racing applications utilize titanium’s excellent fatigue resistance and weight savings.
Case Study
Formula 1 racing teams extensively use titanium components to meet strict weight requirements while maintaining structural integrity under extreme conditions. These components often require complex 5-axis machining with specialized fixtures to maintain tight tolerances.
Marine and Chemical Processing
Titanium’s exceptional corrosion resistance makes it valuable in harsh environments:
Heat Exchangers
Titanium tube bundles and plates provide excellent resistance to seawater corrosion in desalination plants and offshore facilities.
Chemical Processing Equipment
Reaction vessels, agitators, and valves for handling aggressive chemicals benefit from titanium’s resistance to acids and chlorides.
Marine Hardware
Propeller shafts, underwater fasteners, and components for submersibles utilize titanium’s corrosion resistance and high strength.
Case Study
Deep-sea exploration vehicles use titanium pressure hulls to withstand extreme depths while minimizing weight. These components require exceptional quality control and often 100% non-destructive testing to verify structural integrity.
Cost Considerations and Efficiency Optimization
Titanium machining presents significant cost challenges due to material expense, slower processing speeds, and accelerated tool wear. Implementing strategic approaches can help optimize efficiency and manage costs effectively.
1. Material Cost Management
Raw titanium material costs significantly more than steel or aluminum, making efficient material usage critical:
Near-Net-Shape Starting Stock
When possible, start with pre-formed material closer to the final shape through processes like forging or additive manufacturing to reduce material waste.
Nesting Optimization
For plate components, advanced nesting software can maximize material utilization and minimize scrap.
Material Recovery
Implement systems to collect and recycle titanium chips and scrap, which retain significant value due to the material’s high cost.
Alloy Selection
Choose the appropriate titanium grade for the application rather than defaulting to higher-performance alloys when not necessary.
2. Tool Cost Optimization
Tool costs represent a major expense in titanium machining due to accelerated wear rates:
Tool Selection
Invest in premium tools specifically designed for titanium rather than general-purpose tools. The higher initial cost is typically offset by extended tool life and improved performance.
Cutting Parameter Optimization
Continuously monitor and refine cutting parameters to balance material removal rates with tool life for the lowest cost per cubic inch removed.
Tool Path Strategies
Implement advanced toolpath strategies like adaptive clearing and trochoidal milling to extend tool life by maintaining consistent cutting conditions.
Tool Management Systems
Implement tool management and monitoring systems to track tool life, predict failures, and optimize replacement schedules.
3. Process Efficiency Improvements
Optimizing the overall machining process can significantly reduce costs:
Workholding Optimization
Invest in robust workholding solutions that allow multiple operations in a single setup, reducing handling time and improving accuracy.
Coolant Management
Maintain optimal coolant concentration, filtration, and pressure to extend tool life and improve surface finish.
Machine Selection
Use machines with appropriate rigidity, spindle power, and coolant capabilities for titanium machining rather than general-purpose equipment.
Automation
Where appropriate, implement automation for loading/unloading and in-process inspection to maximize machine utilization and reduce labor costs.
4. Quality and Inspection Considerations
For critical titanium components, quality control is essential but can add significant costs:
In-Process Monitoring
Implement tool load monitoring and adaptive control systems to detect issues before they result in scrapped parts.
Strategic Inspection
Develop inspection plans that focus on critical features rather than 100% inspection of all dimensions to reduce inspection costs.
Non-Destructive Testing
For critical components, incorporate efficient NDT methods like ultrasonic or eddy current testing to verify material integrity without destroying parts.
Statistical Process Control
Implement SPC to identify trends and address process variations before they result in non-conforming parts.
Safety Considerations in Titanium Machining
Titanium machining presents unique safety challenges that must be addressed to protect personnel and equipment. Implementing proper safety protocols is essential for successful operations.
Fire Hazards
- Chip Management: Regularly clear titanium chips from the work area and store them in covered metal containers with fire-resistant linings.
- Fire Suppression: Ensure appropriate Class D fire extinguishers (for combustible metals) are readily available in titanium machining areas.
- Coolant Application: Maintain consistent coolant flow to prevent chip ignition from heat buildup.
- Housekeeping: Implement strict cleaning protocols to prevent accumulation of titanium dust on surfaces and in ventilation systems.
Personal Protective Equipment
Proper PPE is essential when machining titanium:
- Eye Protection: Use face shields in addition to safety glasses to protect against hot chips and coolant splash.
- Skin Protection: Wear long sleeves and gloves to prevent cuts from sharp titanium chips and irritation from coolant exposure.
- Respiratory Protection: When dry machining or in inadequately ventilated areas, use appropriate respirators to prevent inhalation of titanium dust.
- Hearing Protection: Titanium machining can generate significant noise, requiring appropriate hearing protection.
Machine and Environmental Considerations
Proper equipment setup and environmental controls are crucial for safe titanium machining:
- Machine Enclosures: Use fully enclosed machines with proper chip management systems to contain chips and coolant.
- Ventilation: Ensure adequate ventilation to remove airborne particles and coolant mist from the work area.
- Electrical Safety: Regularly inspect electrical systems for damage from coolant exposure or chip accumulation.
- Training: Provide specific training on titanium machining hazards and safety protocols to all operators and maintenance personnel.
Conclusion
Titanium alloy CNC machining presents unique challenges that require specialized knowledge and techniques to overcome. By understanding titanium’s material properties, implementing appropriate machining strategies, and utilizing optimized tools and parameters, manufacturers can successfully produce high-quality titanium components while managing costs effectively.
In CNCPOR,our team specializes in precision CNC machining of titanium alloys for demanding applications. With advanced equipment, specialized tooling, and years of experience, we can help you overcome the challenges of titanium machining and deliver exceptional components on time and within budget.
Related Questions
What makes titanium so difficult to machine compared to other metals?
Titanium is challenging to machine primarily due to four key properties:
1) Its poor thermal conductivity concentrates heat at the cutting edge rather than dissipating through the workpiece;
2) Its high chemical reactivity at elevated temperatures causes it to weld to cutting tools;
3) Its relatively low elastic modulus leads to springback and deflection during machining; and
4) Its tendency to work harden creates progressively harder surfaces with each pass.
These properties combine to accelerate tool wear, increase heat generation, and complicate the achievement of tight tolerances.
What cutting speeds and feed rates are recommended for titanium machining?
For titanium alloys, cutting speeds are typically much lower than those used for steel or aluminum. For Ti-6Al-4V (Grade 5), recommended cutting speeds range from 100-250 SFM (surface feet per minute) for milling operations and 80-250 SFM for turning operations, depending on whether you’re roughing or finishing. Feed rates generally range from 0.002-0.006 inches per tooth for milling and 0.003-0.020 inches per revolution for turning. These parameters should be adjusted based on the specific titanium alloy, tool material and geometry, coolant application, and machine rigidity.
What are the best tool materials and coatings for machining titanium?
Carbide tools with cobalt content between 5-12% provide a good balance of hardness and toughness for titanium machining. For coatings, TiAlN (Titanium Aluminum Nitride) and AlTiN (Aluminum Titanium Nitride) are particularly effective as they form a hard alumina layer at high temperatures that protects the tool. PVD (Physical Vapor Deposition) coatings are generally preferred over CVD (Chemical Vapor Deposition) coatings due to their sharper cutting edges. For high-production environments, PCD (Polycrystalline Diamond) or CBN (Cubic Boron Nitride) tools may be justified despite their higher cost due to their superior wear resistance and heat handling capabilities.
How important is coolant when machining titanium?
Coolant is critically important when machining titanium due to the material’s poor thermal conductivity and the high temperatures generated at the cutting edge. High-pressure coolant (1000+ PSI) directed precisely at the cutting interface helps manage heat, flush away chips, and prevent re-cutting of chips that can damage both the tool and workpiece. Through-tool cooling is particularly valuable for deep pocket milling and drilling operations. For optimal results, use coolant with higher concentration (8-12%) than standard machining operations to provide better lubricity and cooling. In some specialized applications, cryogenic cooling with liquid nitrogen can dramatically extend tool life, though it requires specialized equipment.