When a component is machined it normally passes through two separate stages – roughing and then finishing. First one, i.e. roughing, removes large amounts of material at high speed. Finishing, in contrast, focuses on accuracy, surface smoothness and overall quality.
Although their goals differ, the two operations work together to make reliable parts. In this blog post we will explain how they differ, where each applies and why both are still vital to precision manufacturing.
Fundamental Concepts: Roughing vs Finishing
What Is Roughing in Machining?
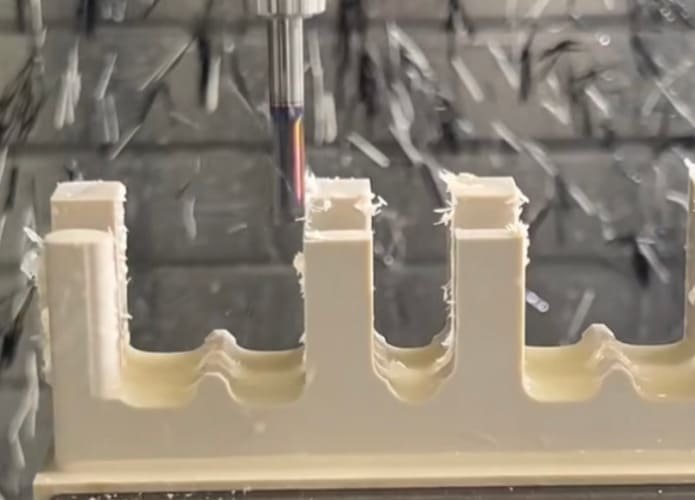
The machining process begins with roughing which is an aggressive phase. Here the main goal is fast removal of bulk material to shape the workpiece so it roughly matches the final geometry. During this stage, speed & high material removal rate matter more than accuracy. Instead of producing a refined surface, roughing simply clears extra material efficiently and prepares the part for finishing.
What Is Finishing in Machining?

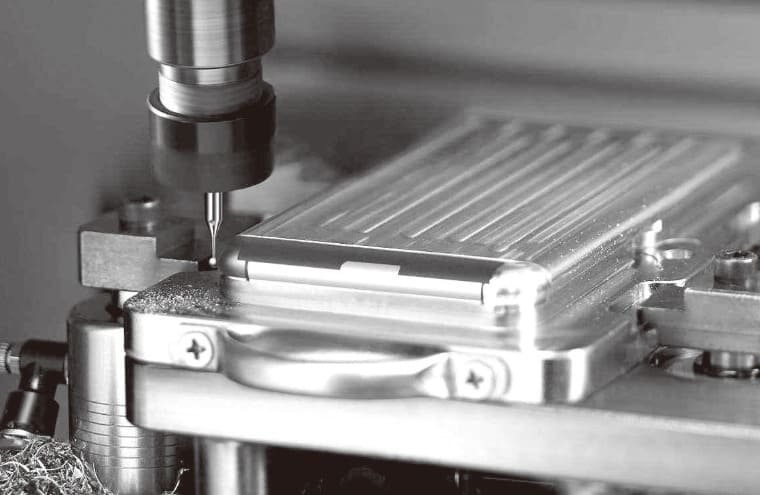
Once roughing ends, finishing comes as the next step, bringing the part to precise specification. It improves surface quality and assures tight dimensional accuracy. As only a thin layer is removed therefore toolpaths are gentle & controlled. This careful approach assures that the component meets the tolerances and quality standards required for its application.
Why Perform Roughing Before Finishing
- Time efficiency — By clearing bulk material quickly, roughing cuts total machining time
- Cost savings — Roughing uses strong cutters therefore aggressive removal happens without excessive wear on costly precision tools
- Material optimization — Finding flaws early during roughing prevents material waste later
- Stress relief — The initial cuts shift internal stresses and this lets finishing continue on a stable part
- Tool specialization — Separate tool sets suit each phase; strong cutters handle roughing while high precision tools complete finishing
Roughing vs Finishing: A Comparative Analysis
Roughing comes before finishing, yet the two stages use different methods with clearly different results. Discussion below examines their differences across different operational parameters.
1. Material Removal Rate (MRR), Feed Rate & Depth of Cut
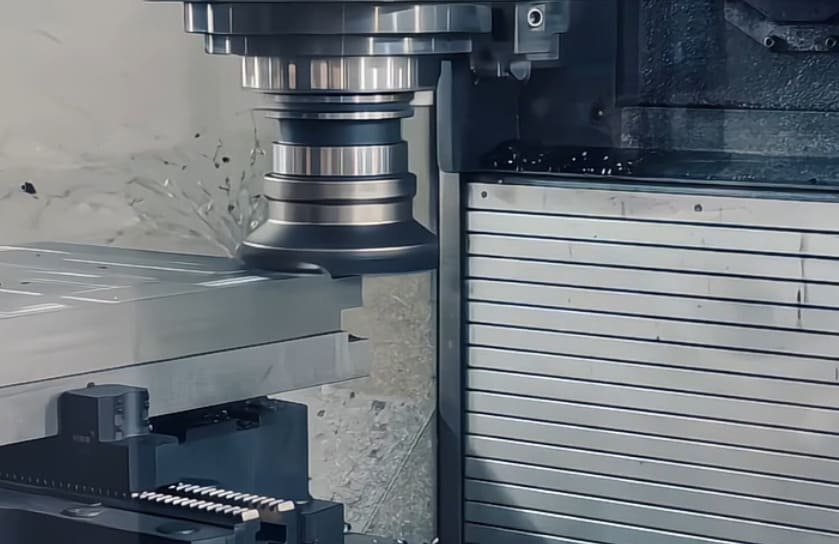
During roughing, speed takes priority. A high feed rate combined with a deep depth of cut gives a high Material Removal Rate (MRR). Bulk material is therefore stripped away quickly.
In contrast, finishing focuses on accuracy. A low feed rate paired with a shallow cut depth defines this stage. Material is removed slowly which lets the part’s dimensions be fine tuned.
| Parameter | Roughing | Finishing |
|---|---|---|
| Feed Rate (Turning) | 0.05 to 0.5 mm/rev | 0.01 to 0.1 mm/rev |
| Spindle Rate | 6,000 rev/min | up to 10,000 rev/min |
| Depth of Cut | Deep | Shallow |
2. Surface Roughness and Dimensional Accuracy
Because roughing is aggressive it leaves the surface relatively coarse. As a result surface roughness (Ra) stays high and dimensional tolerances are relatively loose. Finishing, on the other hand, provides a very smooth surface and a low Ra value. Through finishing, tight tolerances are reached and this assures the part meets exact specifications.
| Parameter | Roughing | Finishing |
|---|---|---|
| Surface Finish (Ra) | >3.2 µm | ≤ 0.8 µm |
| Typical Tolerance | ±0.1 mm or more | ±0.01 mm or better |
3. Tooling Requirements
Each stage picks tools that match its specific purpose.
For roughing, large strong tools—often featuring serrated edges or fewer flutes—handle heavy chip loads.
Finishing relies on finer tools equipped with multiple flutes & sharp edges. These cutters allow delicate cuts and give a high quality surface.
4. Cut Strategy and CAM Toolpath
Computer Aided Manufacturing (CAM) software sets different toolpaths for the two stages. During roughing, aggressive plans—zig‐zag, offset or trochoidal milling—clear material proficiently. Finishing instead follows careful paths such as raster, waterline or pencil milling. This gives a precise final surface.
For advanced geometries, customers may consult CNCPOR for CAM strategy advice & sample toolpath reports to optimize complicated parts before production.
5. Coolant Usage
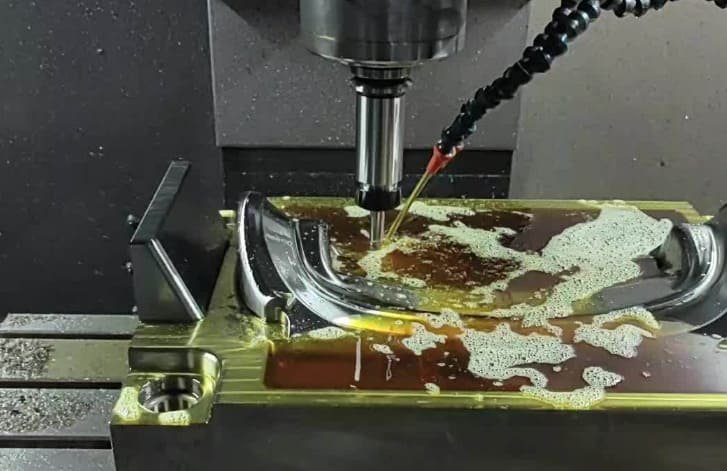
In both stages, controlling heat is vital. The roughing phase generates a lot of heat; therefore a heavy as well as a constant coolant flow is needed to avoid tool wear & workpiece damage. Because finishing removes material with lighter cuts, less heat is produced; still, coolant remains necessary to maintain thermal stability and surface quality.
Tool Focus: Roughing vs Finishing End Mills

Design and Performance Differences
Serrated or scalloped teeth, together with a low flute count, define roughing end mills, commonly known as “hoggers.” This geometry breaks chips into small, controllable pieces so that machinists can make deep cuts & clear material quickly.
Finishing end mills, in contrast, have more flutes along with sharp, polished cutting edges. Engineers rely on them for precision; their light passes yield great surface quality and also maintain tight tolerances.
Cost, Lifespan and Selection Guidance
The two tool types differ greatly in both price and life. Roughing cutters cost less, but the heavy cutting load & fast wear shorten their service life. Precision engineering puts finishing cutters in a higher price range. When machinists limit finishing cutters to light passes, the tools last longer.
Choose tools according to the demands of each machining phase. Begin with roughers to clear excess stock. Then move to finishers to achieve final tolerances because it will balance cost & quality.
Comparison Table
| Feature | Roughing | Finishing |
|---|---|---|
| Objective | Rapid material removal | Precision & surface refinement |
| Material Removal Rate | High | Low |
| Feed Rate | 0.05 to 0.5 mm/rev | 0.01 to 0.1 mm/rev |
| Cutting Depth | Deep | Shallow |
| Surface Finish (Ra) | Coarse (e.g., > 3.2 µm) | Fine (e.g., ≤ 0.8 µm) |
| Tool Type | Serrated or fewer‐flute tools | High-flute, sharp‐edged tools |
| Typical Use Case | Die/mold base prep, rough casting | Aerospace blades, medical implants |
| Tool Wear | High due to aggressive cutting | Lower if used properly |
| Cycle Time | Shorter (for bulk removal) | Longer (for precision work) |
| Cost Efficiency | Affordable for bulk removal | Costlier per part due to slower speed & precision |
Real-World Uses of Roughing and Finishing
Uses of Roughing
When large volumes of stock need fast removal, roughing is essential. This stage usually starts the shaping of large or rugged parts.
Heavy duty aerospace forging
Large titanium or steel forgings in aerospace shops are roughed by workers. This operation quickly shapes the basic form of structural aircraft parts.
Rough shaping of automotive blocks
Cast iron engine blocks & other large automotive parts benefit from rough shaping which focuses on bulk stock removal over fine detail.
Die & mold base preparation
In die and mold manufacturing, workers rough an initial cavity into a steel block. This action quickly sets the general form before detailed features follow.
Uses of Finishing
When a product has to meet tight tolerances and show a perfect surface, finishing becomes essential. During this phase, the part receives its last, fine tweaks.
Medical implants
Products such as artificial hip joints need surfaces that are very smooth. Through finishing, that surface quality is reached. This boosts biocompatibility and causes a reduction in internal wear.
Aerospace turbine blades
A jet engine can work properly only when each turbine blade meets its design geometry. Finishing provides the exact aerodynamic shape needed for peak efficiency.
Consumer electronics casings
Finishing also gives smartphone housings their premium feel. This process produces a perfect, durable as well as attractive exterior.
Which Method You Should Choose?

Choice of either roughing or finishing means balancing project goals against real‐world constraints. In the end, the choice depends on the particular needs of your part.
1. Choice on the Basis of Part Design & Geometry
Part geometry is one of the first things to consider. If the component is large & simple, roughing is the obvious first step because it cuts away material fast. Conversely, parts with complicated details or broad curves cannot skip finishing passes.
2. On the Basis of Tolerance & Surface Finish Requirements
Needed accuracy is another key factor. If the design needs tight tolerances along with a mirror‐like finish then finishing is necessary. But if looser tolerances and a rougher surface are acceptable, an initial roughing step might already meet the need.
3. On the Basis of Cost, Time & Tool Constraints
The available budget, tools and timeline form the last group of limits.
As roughing is fast and uses low‐cost cutters thus it cuts initial costs & shortens cycle time. Finishing adds time & cost, but it uses high precision tools that provide the required quality.
Conclusion
Roughing clears large amounts of stock quickly. Finishing, on the other hand, provides the accuracy and surface quality needed at the end of the process. The best results come from aligning these two steps effectively. Match the machining plan to the part’s goals for cycle time, cost and accuracy.
For high precision CNC parts that need skilled roughing and finishing works, Richconn is your best option. You can contact us anytime.
Related Questions
In roughing and finishing operations, how does selecting a particular end‐mill flute count make a difference?
End mills with fewer flutes are better for roughing because the larger gullets remove chips well and permit faster feed rates. Once the job moves to finishing, a tool with more flutes is better; the extra cutting edges produce a smoother surface.
Why does finishing usually cost more than roughing?
Finishing costs more because it needs tighter tolerances, higher quality tools, slower cutting speeds and often extra steps to guarantee a perfect surface.
How does a rough cut and a finish cut differ?
During a rough cut, high feed rates and deep cuts remove most of the material in the shortest time. In contrast the finish cut uses lighter passes that improve dimensions and give a smooth surface.