As a nickel‐chromium super alloy, Inconel 718 is known for its high strength, excellent corrosion resistance and great performance at extreme temperatures. Despite these advantages, the alloy remains very difficult to machine. Quick tool wear, high heat buildup and work hardening often hinder its cutting operations.
In this detailed blog post you will find the best and proven Inconel machining techniques, parameter-setting advice as well as practical fixes that help manufacturers machine Inconel 718 parts successfully.
Inconel 718 Material Characteristics

Composition
Nickel is the base of Inconel 718 while other elements provide resistance and strength. The usual chemical composition is given below.
| Element | Percentage (%) |
|---|---|
| Nickel (plus Cobalt) | 50.00-55.00 |
| Chromium | 17.00-21.00 |
| Iron | Balance |
| Niobium (plus Tantalum) | 4.75-5.50 |
| Molybdenum | 2.80-3.30 |
| Titanium | 0.65-1.15 |
| Aluminum | 0.20-0.80 |
| Cobalt | 1.00 max |
| Carbon | 0.08 max |
| Manganese | 0.35 max |
| Silicon | 0.35 max |
| Phosphorus | 0.015 max |
| Sulfur | 0.015 max |
| Boron | 0.006 max |
| Copper | 0.30 max |
Together, these amounts give the alloy durability in harsh environments.
Physical Properties
We will now look at the alloy’s key properties which control its response to heat and stress.
| Property | Value |
|---|---|
| Density | 8.19 g/cm³ |
| Ultimate Tensile Strength | 1240 MPa (180 ksi) |
| Thermal Expansion | 13.0-13.2 µm/m·K |
| Hardness | 36 HRC |
Small disc‐shaped gamma double prime (γ”) precipitates provide most of Inconel 718’s strength. These particles block internal defects and at the same time the needle like delta (δ) phase refines grain size. This improves stability & toughness.
Machining Methods and Parameter Optimization
Effective Inconel 718 machining depends on tailored techniques along with careful optimization. Achieving good results means controlling many variables such as feed rate, cutting speed and tool choice.
1. Conventional Machining: Turning, Milling, Drilling
Turning, milling and drilling remain the main processes for shaping Inconel 718. Turning rapidly removes material and produces round parts. Milling offers high precision for complicated features and cutting slots. Drilling makes intricate holes found in heat exchangers, jet engines as well as in downhole tools. All three operations require slow cutting speeds paired with consistent feed rates. Recommended parameters for these processes are given below.
| Operation | Type | Cutting Speed (m/min) | Feed Rate (mm/rev or mm/tooth) | Depth of Cut (mm) |
|---|---|---|---|---|
| Rough Turning | Carbide | 20‐40 | 0.2-0.4 (mm/rev) | 1.5-3.0 |
| Finish Turning | Carbide | 10‐25 | 0.05-0.2 (mm/rev) | 0.2-1.0 |
| Rough Milling | Carbide | 20‐35 | 0.05-0.15 (mm/tooth) | 0.5-2.0 |
| Finish Milling | Carbide | 8‐15 | 0.02-0.08 (mm/tooth) | 0.2-0.5 |
| Drilling | Carbide | 10‐20 | 0.05-0.1 (mm/rev) | Up to 2x diameter |
2. Tool Materials and Coatings
Selection of the right tool material has a key role in success.
As a starting point, shops often use coated carbide tooling. Moreover Physical Vapor Deposition (PVD) coatings such as Titanium Aluminum Nitride (TiAlN) provide excellent performance.
When even higher throughput is needed, Cubic Boron Nitride (CBN) inserts become a practical option. Although their cost is higher, they allow cutting speeds to increase by 2‐4 times.
3. Lubrication
Adequate cooling is also very essential. In practice, shops use high pressure coolant systems that provide at least 20 MPa of fluid. At these pressures, coolant gets deep into the cutting zone. The jet simultaneously sweeps chips clear and takes away heat. This keeps both workpiece and tool below critical temperatures.
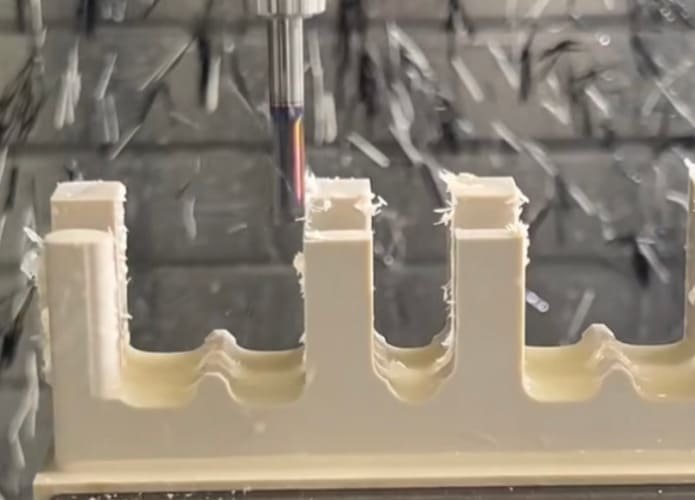
4. Chip Formation
When Inconel 718 is cut, the process yields segmented, serrated chips. Their formation comes from very concentrated stress acting at the tool tip. Because the resulting chips are abrasive, they may damage the cutting edge. Therefore effective chip control requires inserts that combine strong edge preparation with specially designed chip‐breaker geometries.
5. Hybrid and Nontraditional Methods
Complicated geometries often gain from hybrid or nontraditional machining routes.
Wire EDM (Electrical Discharge Machining) achieves tight tolerances while adding no mechanical load.
Cryogenic machining, which uses liquid nitrogen for coolant, cuts cutting temperatures. These lower temperatures extend tool life and improve the surface finish. Similarly ultrasonic‐assisted machining reduces cutting forces.
Quality Assurance During Inconel 718 Machining

After Inconel 718 has been machined, part quality must be checked to guarantee safety and performance. Reliable parts result only when surface stresses and finishes stay under tight control.
Controlling Surface Residual Stresses
During machining harmful tensile residual stresses often develop and in turn reduce fatigue life. Sharp tooling, optimized geometries and well‐selected coolants are used to keep those stresses in check. These approaches promote beneficial compressive, not harmful tensile, stresses.
When a customer requests it, Richconn can apply low stress polishing and bead blasting to increase fatigue resistance even further.
Surface Finish and Integrity Standards
Exceptional surface integrity is required for aerospace components. Therefore machinists aim for a surface roughness below 0.8 µm Ra to achieve a very smooth finish. Maintaining this smoothness reduces friction as well as wear. Technicians use non destructive tests to look for micro cracks and other defects to confirm that the surface meets strict standards.
Inconel 718 Machining Challenges
Because of its natural properties, machining Inconel 718 is challenging. High strength combined with unusual heat behavior creates big challenges for machinists.
Machinability Rating
Alloy’s machinability rating stands low—roughly 12 % of steel’s value. In practice, this rating means the material is extremely difficult to cut. Its high strength demands powerful spindles and sturdy machines to handle the resulting cutting forces.
Heat Generation and Wear
Poor thermal conductivity traps heat within the cutting zone of the alloy. The resulting intense heat softens tool materials which causes them to wear quickly. It also helps with plastic deformation at the tool tip. As a result chip control becomes difficult and tool failure speeds up.
Work Hardening Effects
Inconel 718 work‐hardens quickly which increases cutting forces and raises tool temperatures during repeated passes. Therefore regenerative cutting and chip re‐cutting distort part geometry and speed up wear.
Key Considerations Before Machining Inconel 718
Material Condition: Annealed vs Aged
Always start by checking the material’s starting condition. When the alloy is in the softer, annealed state, machining becomes far simpler. Under that state, operators can enjoy longer tool life and use higher cutting speeds. Once hardened (fully aged), the alloy turns much tougher, so the cutting speed has to be dropped and the tools also wear quickly.
Geometry, Tolerances and Design for Manufacturability (DFM)
DFM remains essential for hassle free production. Whenever possible, designers avoid overly tight tolerances and sharp internal radii. Even small design tweaks often cut machining difficulty and overall cost a lot.
At Richconn, our engineers routinely offer free DFM reviews. Through them, customers spot features that might increase cost or extend machining time before the first chip falls.
Sustainable Machining Methods
Always factor in sustainable practices. Dry machining and Minimum Quantity Lubrication (MQL) are two ecofriendly options that reduce dependence on flood coolants. These methods together reduce environmental impact while lowering operating costs.
Machine Capability and Tool Holding
The shop needs equipment that is truly suited to the task. Intense cutting forces demand machine tools that combine very high rigidity with enough power. Both the workpiece and the cutter must be clamped securely to prevent vibration. Otherwise surface finish suffers and early tool failure is likely.
Machining Efficiency
Finally, machinists should balance cycle time against total cost. Higher cutting speeds shorten cycles; but they raise power consumption and speed up tool wear. In practice, a balanced approach is usually the most cost‐effective.
Advantages of Inconel 718 Machining
Although the process is demanding, machining Inconel 718 delivers significant performance gains for critical parts.
1. High Strength Retention in Extreme Conditions
When manufactured from Inconel 718, finished parts offer excellent durability. They resist corrosion and keep their strength in tough settings. This includes temperatures near 700°C which fits jet engine parts.
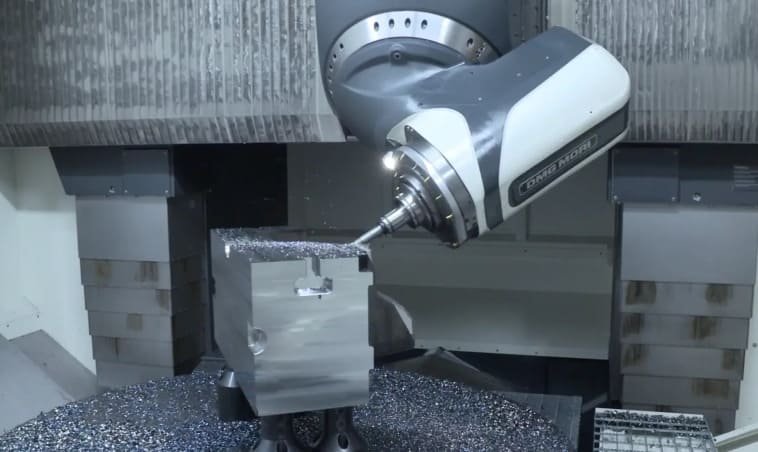
2. Compatibility with Advanced Tooling and Automation
Improvements in manufacturing have made working with this super alloy much more practical. High performance CNC machines, advanced CAM platforms and specialized cutting tools now allow accurate, efficient production of complicated Inconel 718 shapes.
3. Extraordinary Surface Integrity Post Machining
If the cutting parameters are optimized, Inconel 718 components leave the machine with extraordinary surface integrity and tight tolerances. This smooth finish improves fatigue resistance therefore parts last longer under extreme stress.
Uses of Inconel 718 Machined Parts

Aerospace Components
Among all industries, aerospace uses the most Inconel 718. The alloy can make up to 50% of a modern aircraft engine mass. Manufacturers rely on it for turbine disks, engine casings, compressor blades and seals. Its resistance to extreme heat and stress matches the demands of these roles well.
Power Generation
Power generation facilities—particularly gas turbines and nuclear reactors—depend on Inconel 718 for critical structural strength. The alloy’s use in radiation and heat exposed parts assures long term safety & reliability.
Oil and Gas Tools
Within gas & oil operations, Inconel 718 supports wellhead assemblies and downhole tools. Tools, mandrels as well as valves built from the alloy can easily withstand high temperature & pressure as well as hydrogen sulfide corrosion.
Case Studies: Machining Inconel 718 for GE Jet Engines
In a recent GE jet engine job, we machined an Inconel 718 turbine disk to S 400 specification. The main challenge was keeping ±0.025 mm tolerance and controlling heavy tool wear. We handled this by switching to ceramic inserts and keeping cutting speed to 30 m/min. To reduce heat, coolant over 1,000 psi was delivered at high pressure.
These settings together kept dimensional stability and also achieved the specified 0.4 µm Ra finish. The completed disk passed every quality test including non destructive micro crack inspection.
To Sum Up
Although machining Inconel 718 is tough, the alloy remains essential for high performance uses. Overcoming those difficulties requires careful planning, modern tooling and flawless execution. For expert Inconel 718 or other advanced CNC machining works CNCPOR is your best option. You can contact us anytime.
Related Questions
Which drilling approaches help limit heat when producing deep holes in Inconel 718?
Heat is reduced by using high pressure coolant, choosing purpose‐built drills and using discontinuous cycles that allow steady cooling and effective chip removal.
Does machining Inconel 718 incur high costs?
Yes. Hardness, frequent tool replacement, lower cutting speeds and specialized equipment together increase the cost.