Advance components in electronics & aerospace often depend on Kovar alloy because it forms strong glass‐to‐metal seals. But machining this alloy is very challenging. Kovar’s toughness can worn out tools quickly and need much more cycle time.
In this blogpost we will walk about CNC machining of Kovar—from core properties to proven shop floor tactics—so you can make parts that meet tight tolerances.
What Is Kovar Alloy?

Made of nickel, iron and cobalt, Kovar alloy stands out for its carefully controlled thermal expansion. Engineers originally created it to tackle the ongoing challenge of bonding metal parts to glass within scientific and electronic equipment. Because its expansion rate almost matches that of borosilicate glass, seals stay intact without leaks or cracks.
Composition of Kovar Alloy
| Element | Percentage (%) |
|---|---|
| Iron | 53 to 54 |
| Nickel | 29 |
| Cobalt | 17 |
| Manganese | ≤0.5 |
| Silicon | ≤0.2 |
| Others | ≤0.25 |
Kovar often forms hermetic seals where metal meets glass. Transistors, vacuum tubes and microwave tubes all rely on it to keep durability & strength during temperature changes.
Material Properties that Define Kovar

Thermal Expansion and Stability
The alloy’s thermal expansion coefficient of 5‐6×10⁻⁶/°C nearly equals that of borosilicate glass. As a result parts made from Kovar keep precise dimensions across wide temperature ranges.
Mechanical Strength Under Load
Kovar provides a yield strength between 45,000 and 55,000 psi and an ultimate tensile strength of 70,000 to 80,000 psi. These numbers give the reliability and strength required by advanced parts.
Magnetic Properties
The alloy shows low magnetic permeability; therefore electronic and aerospace systems choose Kovar when magnetic interference must be reduced.
CNC Machining Techniques that Really Work for Kovar Alloy
Kovar acts differently from common alloys therefore machinists have to use techniques that match its traits. Best results appear only when each method follows a particular set of guidelines.
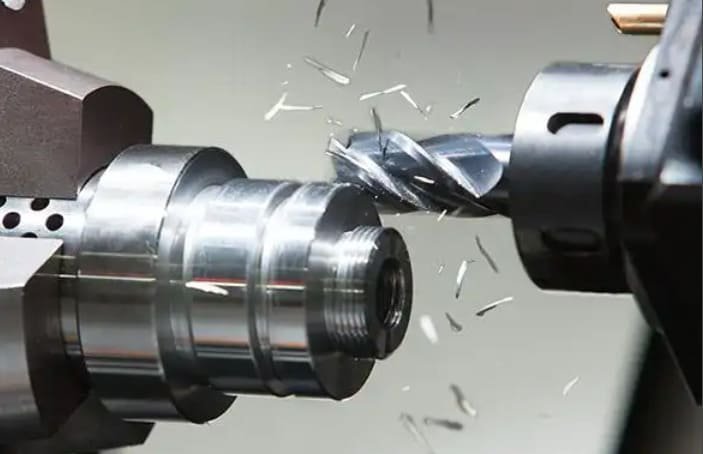
1. Turning Kovar on A CNC Lathe
When cylindrical components such as hermetic seals are needed, shops usually turn Kovar on CNC lathes. In this process material is removed by a fixed cutting tool acting against the rotating workpiece. Carbide inserts, chosen for heat resistance and long life, give the best performance. Keeping surface speed near 35 FPM minimizes edge wear and thus promotes dimensional stability.
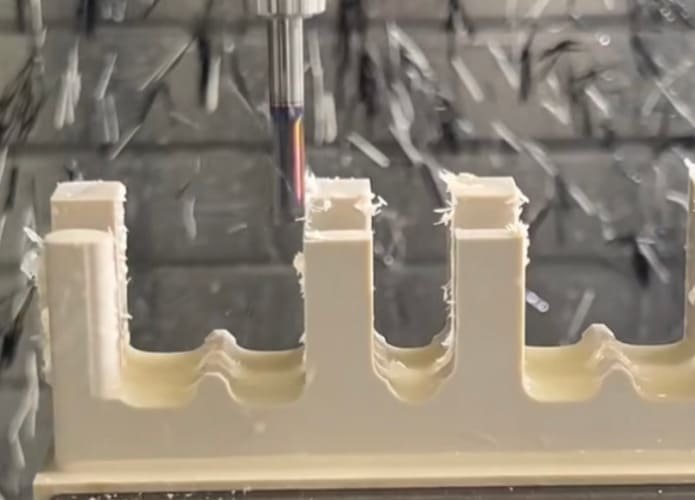
2. CNC Milling
Complicated parts— slots, pockets or sweeping contours—are made through CNC milling. Operators should run the spindle at 35 to 70 FPM and choose carbide end mills with a 10° to 20° positive rake. Continuous coolant flow during milling controls temperature, protects the tool and delivers a smoother finish.
3. CNC Drilling and Tapping for Threads
Drilling Kovar is tough because the alloy is hard. Start each hole with a pilot drill to lower the risk of breaking. Heavy web carbide drills, preferably coated, handle heat and friction well. When threading, specialized HSS or carbide taps with two or three flutes form clean threads while lowering the chance of tearing.
4. EDM
For the most detailed shapes, EDM provides a contact free solution. Electrical sparks gradually wear away Kovar and this lets makers achieve thin walls and complicated internal shapes. Although this process advance more slowly as compared to conventional cutting, it reaches those details which no other technique can match.
5. Grinding for Final Dimensions
Grinding often serves as the final step to reach tight tolerances and high surface quality. Since Kovar can be brittle, the operation needs gentle feeds and careful monitoring. Plenty of coolant stops heat spikes that could cause surface cracks.
Challenges in Machining Kovar Alloy
Kovar alloy has its unique properties which create several major machining challenges. Handling these hurdles needs careful planning along with specialized machining methods.
Work Hardening
Kovar quickly hardens while being cut—a phenomenon known as work hardening. This rapid hardening steadily raises stress on the cutting tools. Consequently machinists closely regulate cutting feed & speed rate so the material never hardens beyond workable limits.
Tool Wear
Kovar’s abrasive nature speeds up wear on cutting tools. As a result shops must change tools more often which drives up production costs. Durability improves when strong carbide tools are chosen; specialized coatings extend tool life even further.
Heat Management
A lot of heat builds up during machining and this heat can warp both Kovar parts and the tools. Moderate cutting speeds combined with effective cooling limit heat buildup and preserve dimensional quality & accuracy.
At CNCPOR, custom cooling equipment and proven process controls keep heat under control. This assures complicated geometries meet tight inspections and stay dimensionally accurate.
Uses of Kovar Alloy in CNC Machining

Kovar serves as a key material in many high tech industries because of its unique traits.
Electronics
High performance electronic parts depend greatly on Kovar. Manufacturers use it in transistors, diodes as well as microwave tubes to form reliable hermetic seals that protect sensitive circuits.
Medical Devices; Implantable Housings
The alloy suits implanted devices such as pacemakers as well as precision surgical instruments. Its dimensional stability and biocompatibility assure safety inside the body and full compatibility with MRI systems.
Defense and Aerospace Hardware
Frequent temperature cycling happens in aerospace settings and Kovar handles it easily. Engineers choose the alloy for satellite components, sensor housings and guidance assemblies that demand consistent performance in harsh environments.
At CNCPOR, we machine Kovar sensor housings in our AS9100 compliant cell. This lets aerospace customers receive tight tolerances and complete material traceability.
High Pressure Sealing
High pressure settings that need strong seals mostly use Kovar. This alloy is often seen in vacuum technology and in any application that needs strong hermetic joints to work properly.
Automotive Sensors and Controls
Automotive engineers use Kovar in connectors and sensors placed in high stress areas. This material’s thermal stability and strength remain vital for components subjected to changing engine temperatures and tough operating conditions.
Best Practices for CNC Machining Kovar Alloy

Machining Kovar is challenging but you can reach efficiency and precision with the right best practices. These tips help you handle this unique alloy with confidence.
Tooling Picks
Sharp C 2 grade carbide tools give the needed durability. Use them with modern coatings such as Titanium Carbo‐Nitride (TiCN) or Titanium Nitride (TiN). This coating also extends tool life by reducing friction.
Machining Parameters
Reduce heat buildup and work hardening by choosing slow cutting speeds with medium to high feed rates. Choose steady & deeper passes instead of light skimming cuts; this helps prevent surface chatter and hardening.
Lubrication Selection
Provide plenty of coolant during machining. When using carbide tools pick water soluble or non-sulfurized oils; they prevent embrittlement. A strong flow removes chips and heat well.
Tool Maintenance
Check carbide tools often for small chips or flank wear. Sharpen them on diamond grinding wheels. Keeping sharp cutting edges assures even dimensional accuracy in finished parts.
Surface Finish Control
Use fine grit abrasive wheels while grinding to get a better finish. Improve surface quality even more with post machining steps. Methods like passivation or electro polishing give parts that are cleaner, smoother as well as dimensionally precise.
CNCPOR provides a full suite of in‐house surface treatments. This assures your Kovar parts satisfy cosmetic and functional requirements immediately.
Surface Finishing Methods for Kovar Alloy

Surface finishing is usually needed once Kovar parts have been machined. These treatments improve durability while preparing the components for their final use.
Passivation to Clean and Seal
Passivation uses chemical action to remove free iron from the Kovar alloy surface. This reaction forms a stable oxide layer. That layer enhances solderability for electronic components & greatly raises corrosion resistance. That’s why this process is very important to prepare Kovar components for reliable & long term service.
Electroplating to Resist Corrosion
In electroplating, the Kovar part gets a thin deposit of metal such as gold or nickel. Nickel plating provides extra wear resistance and hardness. Gold plating, on the other hand, offers superior conductivity and corrosion resistance that boost performance even in sensitive assemblies. Electroplating also helps bond Kovar with other materials.
Magnetic Field Assisted Finishing (MFAF)
With MFAF, a magnetic field moves fine abrasive particles across the part surface. This method produces a very fine, nano level finish. Such results fit complex designs and delicate parts that need very high precision & smoothness.
To Sum Up
Although CNC machining of Kovar presents challenges, experienced teams can still achieve consistent results. As the alloy’s characteristics impose tough demands therefore machinists must choose suitable tooling and follow custom procedures. When those methods are applied correctly, the process produces strong, high tolerance kovar parts for sensitive aerospace and electronic systems.
If you need Kovar components manufacturing services then reach out to CNCPOR. Our dedicated team is available 24/7 to develop a machining plan that fits your project needs.
Related Questions
What makes Kovar alloy suitable for creating glass-to-metal seals?
Kovar has a nearly identical thermal expansion rate to borosilicate glass therefore their bond stays stress free and hermetic.
How does Kovar’s machinability differ from that of more common alloys?
Compared with aluminum or brass, Kovar is much harder and machining it is more demanding. Because the alloy work hardens quickly, machinists must run slower feeds and use specialized carbide tooling.
Does CNC machining of Kovar alloy involve high costs?
Yes. The alloy itself is more expensive than most common metals. Its machining difficulty uses more tooling, lengthens cycle times and pushes overall expenses higher.