Every machining project reaches a point where the programmer must choose between climb milling and conventional milling. While both methods remove metal, they vary in chip formation, tool motion and force direction. In this blogpost we will describe each method, point out their most important differences and suggest practical ways to use them on the shop floor.
What Is Climb (Down) Milling
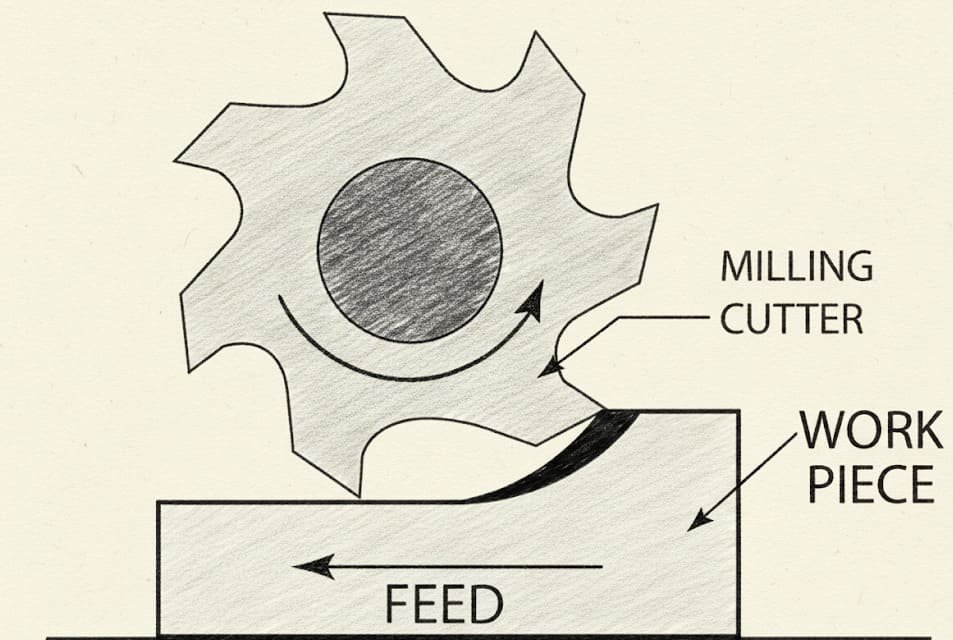
Also known as down milling, climb milling moves the cutter in the same direction as the feed of the workpiece. The tool first meets the workpiece at the chip’s thickest point and leaves at zero thickness. Because the heavy cut happens right away, surface finish usually improves. In climb milling, chips leave the cut behind the tool so they are less likely to be recut. This helps the tool last longer.
What Is Conventional (Up) Milling
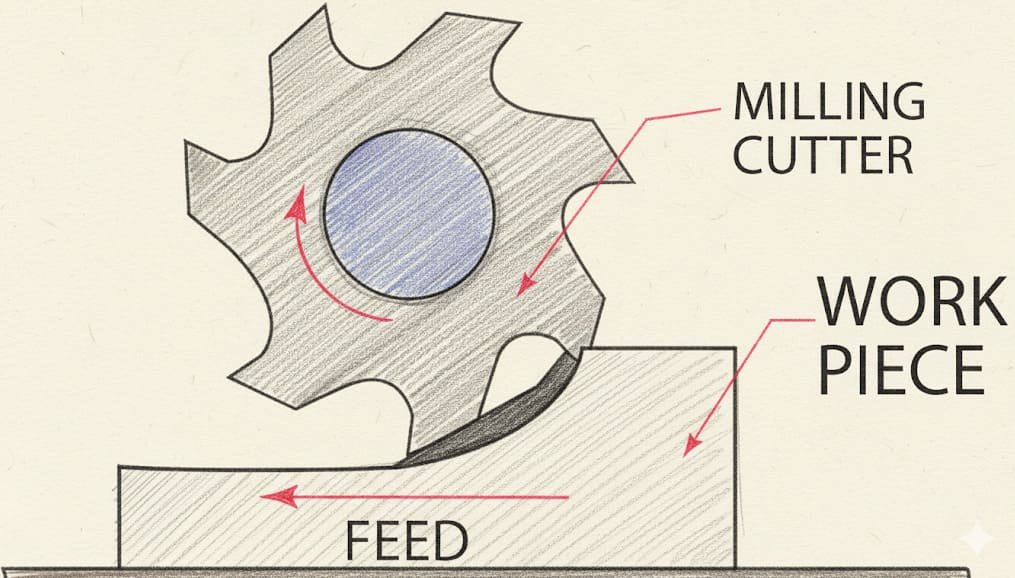
Conventional, or up, milling sends the cutter against the direction of feed. Here chip thickness starts at almost zero and grows as the flute leaves the material. Upward cutting forces try to lift the part from the table which is why strong fixturing is necessary. One benefit, however, is less sensitivity to backlash in older machines.
Top 10 Main Differences between Climb Milling & Conventional Milling
1. Direction of Cutter Rotation Relative to Feed Direction
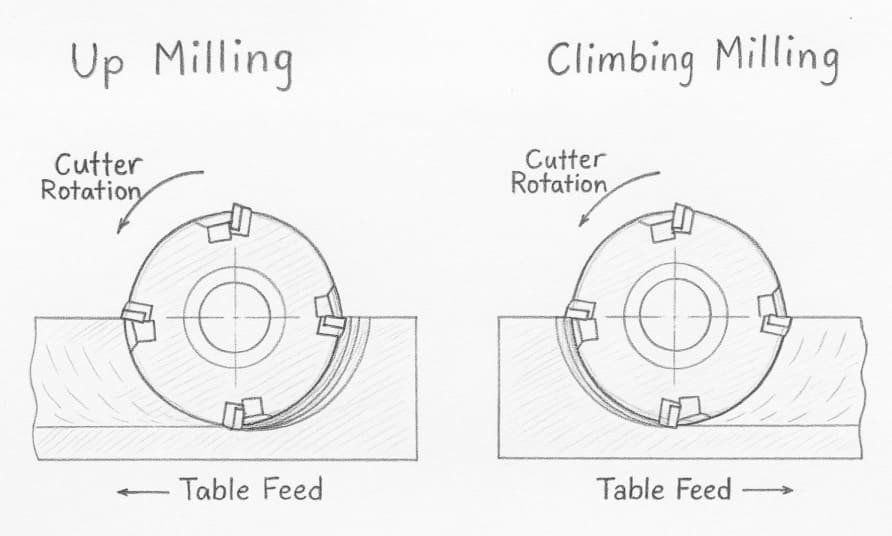
Climb Milling:
The cutter spins in the same direction as the feed, so the teeth seem to “climb” down into the workpiece. Tool and workpiece move together which often lowers vibration and delivers smoother entry.
Conventional Milling:
The cutter turns against the direction of the feed, so the forces work against each other. Because the flutes push upward into the material, the setup must oppose lift with stronger clamping.
2. Chip Thickness Profile

Climb Milling:
The chip in climb milling is at its maximum thickness at the start of the cut; and the thickness shrinks to zero upon tool exit. Because of that strong entry, material removal becomes effective while friction goes down.
Conventional Milling:
In conventional milling, chip thickness starts at zero and grows steadily through the pass. At first, the tool merely rubs the surface; cutting begins only after contact rises. Because of that rubbing, extra heat is created which can speed up tool wear.
3. Chip Removal
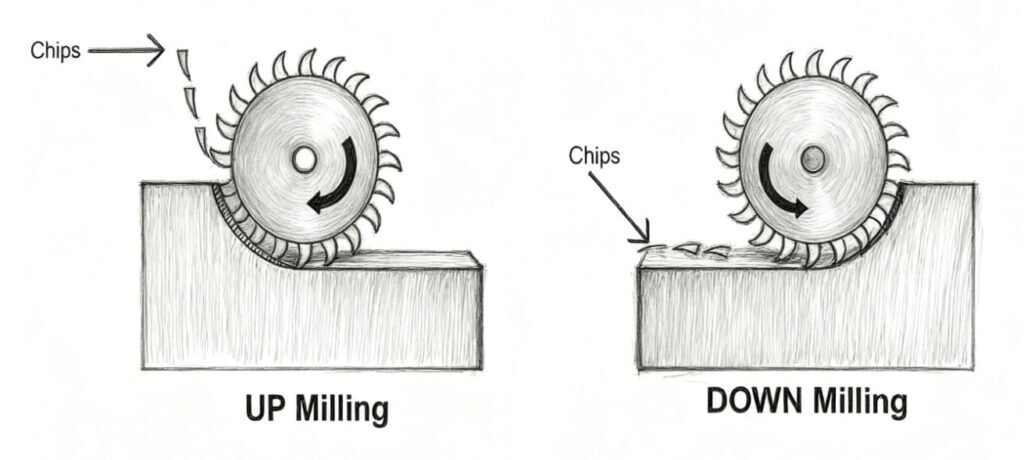
Climb Milling:
Chips move behind the cutter in climb milling, away from where the tool is cutting. This process clears chips from the cutting path and avoids secondary cutting. The tool path stays clear and free of obstructions.
Conventional Milling:
For conventional milling, the cutter lifts chips upward as it leaves the cut. Those chips can fall back onto the workpiece and can end up being cut again. Operators often rely on coolant or compressed air to clear chips from the cutting zone.
4. Cutting Forces and Workholding
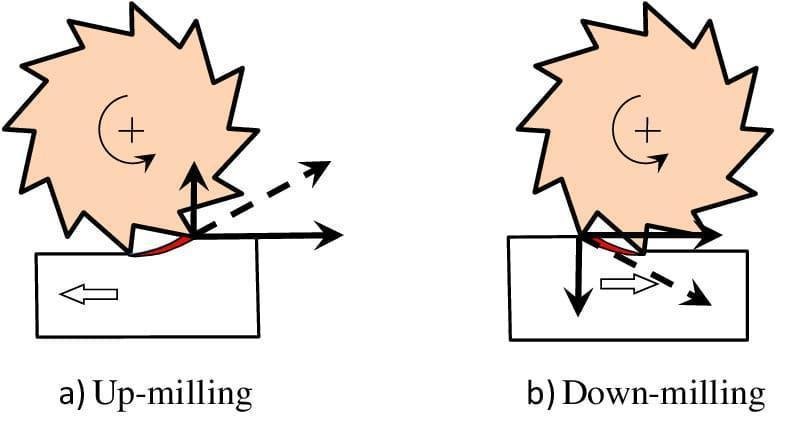
Climb Milling:
During climb milling, the cutter drives downward, pressing the workpiece firmly onto the machine table. The added pressure lowers vibration and boosts stability. Workholding becomes easier as a result. However when fixtures lack stiffness the tool can pull the material into the cut.
Conventional Milling:
In conventional milling, the cutting force points upward and tries to lift the part from the table. So strong workholding is very necessary particularly for thin or long parts. Vibration is more common in this method.
5. Surface Finish and Tool Life
Climb Milling:
Usually, climb milling gives a better surface finish and increases tool life. Because the tool cuts rather than rubbing, both friction and heat drop. Therefore the cutting edge wears less and the finished part looks smoother.
Conventional Milling:
Because the tool rubs first, conventional milling often leaves a rougher surface. Higher heat and friction, along with chips being cut again, can wear out the tool faster and lower finish quality.
6. Backlash Sensitivity
Climb Milling:
Machine backlash has a strong effect on climb milling. Any play inside the drive train allows the cutter to grab the material. This can cause the tool to jump or become damaged. For that reason, shops prefer to run climb cuts on modern CNC machines that include backlash compensation.
Conventional Milling:
Machines with backlash usually handle conventional milling better. Because the cutting force goes against the feed direction, even worn equipment faces little risk of the tool feeding itself into the work. So unexpected motion is less common.
7. Machine Conditions & Applications
Climb Milling:
Climb milling works well on rigid CNC machines with very little backlash. It does best in finishing passes, high speed machining and large production runs. Mild steel, aluminum and many non-ferrous alloys gain the greatest benefit. Machinists generally avoid climb milling on older machines or on surfaces covered with casting scale.
Conventional Milling:
Manual, worn or flexible machines usually favor conventional milling. It works best for roughing cuts, abrasive faces, cast iron and uneven stock. Moreover it keeps the tool stable when chatter threatens or when parts are flexible, thin or delicate.
8. Tool Deflection and Accuracy
Climb Milling:
When climb milling is used, the cutter tends to bend sideways against the cut. This sideways movement can lower accuracy particularly with small diameter tools or flexible parts. Machines with very little backlash are necessary to obtain precise results. But if the setup stays rigid, the method gives an excellent surface finish.
Conventional Milling:
With conventional milling, the cutter deflects along the feed path. This type of deflection is easier to predict and manage. That predictability makes the process safer for abrasive materials, heavy roughing or jobs that must hold dimensions over long runs.
9. Strategic Use—Roughing vs Finishing
Climb Milling:
For finishing passes, machinists usually choose climb milling. The method reduces burrs and produces a smoother surface. This works particularly well on rigid CNC machines or when machining soft metals such as aluminum where polished results and tight tolerances are needed.
Conventional Milling:
Conventional milling is better for roughing and cutting abrasive or hard materials or for working with uneven, dirty castings. A common workflow starts with a conventional roughing pass, followed by a light climb pass to perfect the finish.
10. Heat Generation
Climb Milling:
Climb milling keeps heat levels lower. The chip removes most of the heat from both the workpiece and tool. Because the friction is less and cutting action is smoother, temperatures stay down. As a result parts stay in good condition and tools last longer.
Conventional Milling:
Conventional milling creates more heat. When the tool first contacts the material, friction and rubbing increase temperature. This extra heat goes into both the workpiece and tool. As a result tool wear speeds up and even the material properties can change as well.
Climb Milling vs Conventional Milling: Which One You Should Choose
When a CNC machine offers rigid support and almost no backlash, climb milling is mostly the best choice. Because the method works well with softer alloys such as aluminum, it often creates a better surface finish. Conventional milling, in contrast, should be chosen for older machines or for cutting irregular profiles and hardened materials.
Before deciding, check the machine’s design, production goals and workpiece’s stiffness.Also, combining the two methods within one job can balance cutting speed with final surface quality.
If you need help matching milling methods to specific production goals, RICHCONN specialists can recommend the most efficient solution.
Conclusion
In short both climb and conventional milling have unique advantages so each works well with certain materials and machines. By picking the right approach you can make sure that tools last longer, all the while improving part quality and boosting productivity.
If you need a manufacturer that can use both types of milling – climb as well as conventional- then Richconn is your best option. You can contact us anytime.
Related Questions
-
Does running a “spring” or “ghost” pass provide any benefit?
Yes. Performing a ghost or spring pass means running the last toolpath again. This step removes leftover material from tool deflection and helps improve dimensional accuracy.
-
Can someone new to climb milling easily change between techniques?
Switching between these methods takes caution. New users should first understand backlash parameters of the machine. Once you see how tool deflection and cutting forces behave, moving from one method to the other becomes easier.
-
Is it possible to combine the two milling strategies in one setup?
Yes. Start with conventional milling to clear stock quickly during roughing. After that switch to climb milling for the finishing passes to get a finer surface.
-
How should you proceed when the workpiece has an oxidized or hardened skin?
That tough skin raises cutting forces and speeds up tool wear. Make the first pass with conventional milling to break through it, then change to climb milling for the rest of the cuts.
-
What effect does climb milling have on the rate of tool re-sharpening?
Climb milling produces a smoother cut and makes less heat. As a result tools last longer and need sharpening less often than with conventional milling.